Introduction
Custom apparel demand has exploded. Entrepreneurs, Etsy sellers, and on-demand businesses are racing to compete with larger players—and DTG printing has become one of the most accessible entry points into that market.
The appeal is obvious: no minimum orders, no screens to set up, no inventory sitting in a warehouse. But many business owners hear "DTG" and assume it's a universal solution. It isn't. Where DTG printing shines, it's hard to beat. Where it falls short, the costs add up fast.
Understanding both sides of that equation is what separates a smart investment from an expensive mistake. This guide gives you a clear picture of DTG's real-world advantages and limitations, how it stacks up against screen printing and DTF, and what to consider before buying a printer or scaling your operation.
Key Takeaways
- DTG uses inkjet technology to print designs directly onto fabric—no screens, no films, no minimums
- Top advantages: photorealistic print quality, true print-on-demand flexibility, and eco-friendly water-based inks
- Key limitations: higher cost per unit at volume, cotton-dependent performance, and ongoing maintenance demands
- Most profitable for small-batch, custom, or on-demand business models
- Printer selection and maintenance habits directly determine output quality and profit margins
What Is DTG Printing?
DTG (Direct to Garment) printing works exactly like a desktop inkjet printer—except it's engineered for fabric. A specialized printer applies water-based ink directly onto a loaded garment, with the fabric fibers absorbing the ink rather than sitting on top of them.
According to Kornit Digital, the ink soaks directly into the garment fibers during printing, which is what gives DTG prints their characteristic soft feel. Brother positions DTG as suitable for everyone from startups to industrial operations, meaning the technology scales as your business grows.
Typical DTG use cases include:
- Custom apparel for ecommerce and print-on-demand stores
- Promotional merchandise and event shirts
- Short-run fashion and niche apparel brands
- Personalized items where every piece differs
The key difference from older printing methods: DTG eliminates setup costs, color limitations, and order minimums. A single shirt is just as viable as a 500-shirt run — no screen fees, no minimum quantities, no wasted inventory sitting on shelves.
Key Advantages of DTG Printing
Print-on-Demand Flexibility with Zero Minimums
DTG requires virtually no setup. No screens to burn, no color separations, no squeegee passes. A design goes from file to finished garment in minutes.
A business can profitably fulfill a single-shirt order just as easily as a 50-shirt order, enabling "order today, ship tomorrow" fulfillment that competes with large retailers.
The numbers hold up at small volumes. According to Printify's 2026 pricing guide, production costs start at around $8.80 for a Gildan 5000 and $10.98 for a Bella+Canvas 3001. Print-on-demand businesses typically target 30–40% margins, with top sellers hitting 40–50%—achievable at any order size because DTG cost-per-unit stays flat whether you're printing one shirt or fifty.

Business model benefits:
- Zero inventory risk—revenue only generates when an order is placed
- No unsold stock tying up working capital
- Serves customers who want personalized or one-of-a-kind items
- Works for startups, Etsy sellers, niche brands, and event merchandise
Superior Print Quality for Complex, Colorful Designs
DTG printers achieve photorealistic detail by applying thousands of micro-droplets of ink directly into fabric fibers. Both the Brother GTXpro and Epson SureColor F2270 print at 1200 x 1200 dpi—enough resolution to reproduce smooth gradients, photographic detail, and fine line work cleanly.
Compare that to screen printing, which typically limits designs to 9 colors maximum and can't handle continuous-tone gradients without expensive additional separations. Heat transfer leaves a plastic-feel overlay on top of fabric. DTG ink absorbs into the fibers, which is why prints feel soft rather than raised or tacky.
When this advantage matters most:
- Designs with gradients or photographic elements
- Multi-color logos that would cost-prohibitively separate for screen printing
- Intricate illustrations where detail is central to the design's value
- Brand-building where print quality directly supports a premium price point
Better quality reduces customer returns, builds repeat purchase rates, and supports higher retail prices—a compounding effect that shows up directly in margin over time.
Eco-Friendly Operation with Reduced Waste
DTG uses water-based inks that carry meaningful environmental credentials. Brother's Innobella Textile inks for the GTXpro hold OEKO-TEX ECO PASSPORT certification—the OEKO-TEX standard designed specifically for textile chemicals and colorants, covering testing against over 1,000 harmful substances. Printful's DTG products use Kornit water-based NeoPigment inks, also certified under OEKO-TEX ECO PASSPORT.
Beyond ink chemistry, the production model itself is cleaner: DTG prints only what's ordered, with no overruns, no wasted screens, and no excess ink disposal. That efficiency also translates into a credible marketing position. Research from First Insight found that 62% of Gen Z shoppers prefer sustainable brands and 73% are willing to pay more for sustainable products. DTG businesses can market themselves as eco-conscious without extra cost—a genuine brand positioning advantage with a fast-growing buyer segment.
Key Disadvantages of DTG Printing
Higher Cost Per Unit on Large-Volume Orders
DTG is cost-competitive for small runs, but the economics shift significantly at scale.
Specialized inks are expensive, and DTG print speed is slower than screen printing at scale. For comparison, according to Impressions Magazine, an automatic screen press can produce one shirt every 3–5 seconds at high volume—a pace DTG can't match on identical repeat designs.
Kornit and Printful both confirm the same pattern: DTG wins on flexibility and small batches; screen printing wins on per-unit cost when orders scale. Businesses relying heavily on high-volume, identical-design runs—corporate uniforms, for example—should model both methods carefully before committing to DTG as their primary process.
Fabric and Material Limitations
DTG ink bonds best with natural fibers. Brother's guidance is direct on this: garments with 80%+ cotton content produce the best washability results with water-based inks. At 50/50 cotton/polyester blends, vibrancy drops because less ink absorbs into the synthetic fibers. Pure polyester is problematic—the fabric resists absorption, often resulting in faded or washed-out prints.
Pre-treatment adds another layer of complexity for dark garments. A pre-treatment solution must be applied and heat-pressed before printing to help white ink (the underbase) adhere to the fabric surface. Without it, prints on dark cotton come out dull and inconsistent.
Practical implications:
- Fabric selection directly determines print quality and customer satisfaction
- Businesses must be deliberate about which blank garments they source
- Dark garment workflows require an additional pre-treatment step and equipment (a heat press)
- Polyester-heavy performance apparel or sportswear may not suit DTG
Printer Maintenance, Upfront Cost, and Consistency Challenges
The capital investment is real. Entry-level professional DTG printers run $12,995 to $16,000 at MSRP—the Epson SureColor F2270 lists at $12,995 and the Brother GTXpro at $15,995. Mid-range commercial options like the Ricoh Ri 4000 reach $28,995.
Beyond the purchase price, DTG printers require consistent operation. Printheads clog when printers sit idle, and Kornit notes this is often caused by dried ink from infrequent use or low humidity. White ink specifically needs regular agitation because heavy pigments settle.
Running cleaning cycles and print head checks on slow production days isn't optional—it's what keeps output consistent.
Inconsistent maintenance leads directly to:
- Color shifts between print runs
- Banding or streaking on finished garments
- Nozzle clogs requiring costly repairs or reprints
- Customer complaints and returns
Accurately modeling DTG profitability means factoring in ink costs, maintenance time, potential downtime, and the cost of reprints—not just the purchase price of the machine.
DTG vs. Other Methods: Where It Fits
The right printing method depends entirely on your order mix, fabric choices, and volume targets. Here's how the three most common methods compare:
| Method | Best For | Limitations |
|---|---|---|
| DTG | Small-batch, on-demand, colorful/complex designs on cotton | Higher per-unit cost at volume; fabric restrictions |
| Screen Printing | Large identical runs (100+ units) on diverse fabrics | Setup cost, color limits, minimum order requirements |
| DTF | Polyester, nylon, blends; sharp edges on dark fabrics | Additional transfer step; film material cost; different hand feel |
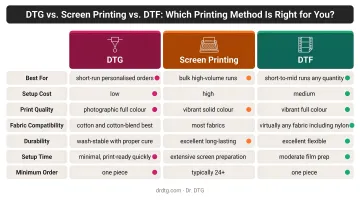
DTG wins on customization, small quantities, and photographic print quality on cotton-based garments. Screen printing wins on identical bulk runs where per-unit economics matter most. DTF covers the fabric types DTG can't — polyester and synthetics — though DTG typically delivers softer hand feel and more vibrant color saturation directly on cotton.
Match the method to your actual order mix, not to abstract rankings of which is "best."
How to Maximize Your DTG Printing Results
Three operational practices determine whether DTG produces consistent, sellable output:
Source high-cotton-content blanks — Aim for 100% cotton or 80%+ cotton blends. Fabric choice is the single biggest variable in print quality outside of the printer itself.
Maintain the printer on a regular schedule — Run cleaning cycles and print head checks even on slow days. White ink needs agitation because pigments settle. Skipping maintenance leads to clogged nozzles and reprints that erode margins.
Calibrate pre-treatment accurately — Over-treating causes residue buildup and inconsistent color. Under-treating dark garments means white ink won't adhere properly. Garment color and fabric weight both affect the correct application amount.
File Preparation Standards
According to Brother's artwork guide, these are the non-negotiable file standards for DTG printing:
- Resolution: 300 dpi or higher
- Color mode: RGB (not CMYK—colors will shift if left in CMYK)
- File format: PNG with a transparent background (avoids unwanted rectangular borders)
- White ink: Change pure white (RGB 255) to RGB 254—otherwise the printer reads it as background and skips the white ink layer entirely
Getting file prep right before printing prevents the most common and avoidable reprint scenarios.
Those operational habits only pay off if the equipment backing them is reliable. Dr. DTG's DTG printer lineup carries a 5-year warranty and one-on-one technical support, with repair services available across the US—on-site in Southern California and return-to-depot for other states.
Conclusion
DTG printing offers a genuinely solid business model for entrepreneurs who want low overhead, no inventory risk, and the ability to produce high-quality custom garments without committing to bulk runs. The economics hold at small volumes, print quality supports premium pricing, and setup requires far less infrastructure than traditional screen printing.
The limitations are real but manageable. Per-unit costs climb at bulk volumes, performance drops on synthetic blends, and maintenance demands are non-negotiable. None of these disqualify DTG — they just require honest planning upfront. Operators who set realistic expectations, choose equipment suited to their volume, and commit to a consistent maintenance routine tend to find DTG profitable well within the first year.
Think of DTG as a precision tool, not a universal one. It excels in custom, small-batch production — and struggles where screen printing dominates. Match it to the right business model, source your equipment from a supplier who offers training and repair support, and you'll have a clear, low-risk path into the custom apparel market.
Frequently Asked Questions
Which has better print quality, DTG or DTF?
DTG generally produces softer, more vibrant prints directly on cotton fabric because the ink absorbs into the fibers. DTF can achieve sharp, durable edges on a wider range of fabrics including polyester and nylon. For cotton-based apparel, DTG typically wins on color richness and feel; DTF has the edge on fabric versatility.
Which is cheaper, DTG or DTF printing?
Costs are comparable for small runs. DTG may carry slightly higher per-unit costs on certain products due to ink usage and pre-treatment requirements. DTF can be more efficient for complex designs on synthetic fabrics. The cheaper method depends on fabric type, design complexity, and order volume.
What fabrics work best with DTG printing?
100% cotton and high-cotton blends (80%+) produce the best DTG results. Polyester and synthetic-heavy fabrics resist water-based ink absorption, resulting in faded or inconsistent prints. For best washability and vibrancy, stick to high-cotton-content garments.
How long do DTG prints last?
DTG prints hold up well for years when washed inside-out in cold water with mild detergent and no fabric softeners. Longevity depends on ink quality, fabric content, and whether pre-treatment and curing were applied correctly during production.
Is DTG printing profitable for small businesses?
Yes, particularly for small-batch and on-demand models. Cost per shirt stays consistent regardless of order size, and margins are strongest on custom or niche designs where customers pay a premium. Printify notes sustainable POD businesses target 30–40% margins, with top sellers averaging 40–50%.
What is the biggest disadvantage of DTG printing?
The primary disadvantage is higher per-unit cost at large volumes, plus a significant upfront investment ($13,000–$29,000 for professional models) and ongoing maintenance. Businesses printing hundreds of identical shirts regularly may find screen printing more economical at scale.