The two methods you'll hear about most are DTG (direct-to-garment) and screen printing. They serve different purposes, suit different business models, and have very different cost structures. Choosing the wrong one for your situation won't just cost you money upfront — it shapes your entire operation.
This guide cuts through the noise and gives you a clear, practical breakdown of both methods so you can make the right call for your business.
Key Takeaways
- DTG prints directly onto fabric digitally — best for complex, multi-color designs with no minimums
- Screen printing uses mesh stencils and thick ink — most cost-effective for bold, simple designs at 50+ pieces
- DTG wins on flexibility and low startup commitment; screen printing wins on durability and volume pricing
- Order size, design complexity, fabric type, and business model all point toward one clear winner for your situation
- Owning a DTG printer gives entrepreneurs a low-barrier entry point into print-on-demand without minimum order pressure
DTG vs. Screen Printing: Quick Comparison
Here's how DTG and screen printing compare across the factors that matter most when you're choosing a printing method for your business:
| Factor | DTG | Screen Printing |
|---|---|---|
| Setup Cost | None — no screens, no separations | Per-screen setup fee per color |
| Minimum Order | None — print 1 piece at a time | Typically 24–100 pieces to break even |
| Best Order Size | 1–24 pieces | 50+ pieces |
| Color Limit | Unlimited (full CMYK digital) | Typically 6–9 colors max |
| Design Complexity | Photorealistic, gradients, fine detail | Bold, simple, solid colors |
| Durability | Good; improves with proper care | Excellent; plastisol ink is highly wash-resistant |
| Fabric Compatibility | Best on 100% cotton | Cotton, polyester, nylon, performance blends |
| Sustainability | Water-based inks, zero overproduction | Higher chemical and water use; bulk inventory risk |
What Is DTG Printing?
DTG printing works like an inkjet printer — but for fabric. A specialized printer jets water-based pigment ink directly onto the garment at high resolution, capturing fine details and unlimited colors in a single pass.
For dark-colored garments, pretreatment is required first. A liquid pretreatment solution is applied to the fabric and heat-pressed before printing, creating a surface that allows white ink (used as an underbase) to bond properly. Without it, colors won't pop on dark backgrounds.
Key advantages for entrepreneurs:
- No setup fees and no minimum order requirements
- Print one item at a time — the engine behind print-on-demand models
- Unlimited color palette with photorealistic image quality, smooth gradients, and fine detail
- Water-based inks align with eco-conscious brand positioning
DTG Limitations Worth Knowing
DTG performs best on 100% cotton or high-cotton blends. Brother's technical documentation recommends 80% or more cotton content for optimal washability with water-based inks, and fabrics with more than 15% polyester can experience dye migration that affects print appearance and durability. Synthetics and performance blends require specialized pretreatment or a different printing method entirely.
Print longevity also requires some customer education. Kornit recommends cold washes, inside-out washing, and air drying to maintain print life. Include these care instructions with every order to protect print quality long-term.
When DTG Makes Sense
Those limitations aside, DTG is the right fit for:
- Print-on-demand stores selling unique designs without holding inventory
- Custom one-off pieces, gifts, and merchandise drops
- Complex artwork with gradients, photography, or 10+ colors
- Small-batch orders where setup costs would make screen printing uneconomical
If you're ready to bring production in-house, a professional DTG printer is a practical starting point. Dr. DTG — a BBB A+ accredited dealer based in Brea, California, with over 20 years in the industry — stocks DTG printers and heat presses and can match you with the right machine for your volume. Reach their team at 714-770-0969.
What Is Screen Printing?
Screen printing is one of the oldest garment decoration methods still in widespread commercial use. Ink is pushed through a mesh stencil (one screen per color) onto the fabric surface using a squeegee, then cured with heat. The result is a thick, raised print with exceptional color vibrancy and durability.
Plastisol ink — the industry standard — is PVC-based and cures at around 320°F. Once cured, it forms a strong bond with the fabric surface and withstands repeated washing without cracking or significant fading, according to ScreenPrinting.com.
Key advantages:
- Vibrant, opaque color output — especially strong on dark garments without an underbase
- Works on cotton, polyester, nylon, and performance fabric blends
- Specialty ink options: metallic, glow-in-the-dark, puff, discharge
- High-volume speed: once set up, automatic presses can print thousands of shirts per hour
Screen Printing Limitations
Each color in a design requires a separate screen. Setup involves artwork separation, film positives, and screen burning before a single shirt is printed. Impressions Magazine reports that a five-color job on just 10 shirts can take up to four hours from separations to cleanup, making small runs economically painful.
Most screen printing providers require a minimum order of 24–100 pieces to offset those setup costs. Complex or photorealistic designs with many colors are also difficult to execute due to the physical limitations of ink-through-screen stenciling.
When Screen Printing Makes Sense
Screen printing excels for:
- Bulk orders for events, company uniforms, team jerseys, or promotional merchandise
- Simple, bold designs — single-color logos, typography, or limited-color graphics
- Exact Pantone color matching for brand clients requiring consistency
- Printing on polyester or specialty fabrics where DTG underperforms
Key Differences Explained
Print Quality and Color
For complex artwork, DTG has a clear advantage. Its CMYK digital process handles unlimited colors, photorealistic images, and smooth gradients — outputs that physical stenciling can't produce.
On dark garments, screen printing delivers superior vibrancy. Thick plastisol ink sits on top of the fabric surface and delivers bold, opaque color that doesn't require the same underbase process DTG needs. For a simple two-color logo on a black hoodie at volume, screen printing looks better and costs less.
Durability and Wash Performance
Screen printing holds up better over time. Plastisol ink forms a durable surface bond that holds up through many wash cycles. DTG ink absorbs into fabric fibers rather than sitting on top, which makes it inherently more vulnerable to fading over time.
That said, the gap has narrowed. Modern water-based DTG inks have improved significantly — but they still benefit from proper care. Cold washing, inside-out, with no harsh detergents extends DTG print life considerably.
A 2025 peer-reviewed study measuring color fastness of untreated textiles in DTG printing found notable variation across fabric types after just five wash cycles. The worst performer was a 70% viscose/30% cotton blend, while 100% polyester with DTG poly pretreat showed relatively better retention — reinforcing why fabric selection matters as much as the printing method itself.
Turnaround Time and Setup
For small orders, DTG is far faster. Impressions Magazine reports that 10 shirts can be prepped, printed, and cured via DTG in under 30 minutes — versus up to four hours for the same quantity with screen printing once separations and cleanup are factored in.
Once set up, screen printing flips the equation. High-volume automatic presses can move thousands of shirts per hour, making large runs far more efficient than any DTG setup.
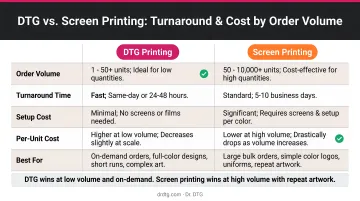
Cost Structure by Order Size
This is where most entrepreneurs get tripped up. DTG has a flat, predictable cost per unit regardless of quantity — ideal for small batches or one-off orders. Screen printing carries significant upfront setup costs per screen (per color), which only become economical when spread across larger volumes.
The practical threshold breaks down like this:
- Under 24 pieces — DTG is typically more cost-effective
- 50+ pieces — screen printing becomes competitive
- 100+ pieces — screen printing's per-unit cost advantage grows substantially
Sustainability and Business Model Fit
DTG printing — especially in a print-on-demand model — eliminates overproduction entirely. You print what's ordered, when it's ordered, with no unsold inventory risk. For a new or growing business, that means zero capital tied up in unsold stock.
The apparel industry's overproduction problem is significant: the Ellen MacArthur Foundation reports that more than half of fast fashion is disposed of in under a year, with over $460 billion in annual value lost from discarded clothing. On-demand DTG production sidesteps that waste model entirely.
Screen printing, while more resource-intensive, remains the industry standard for pre-sold runs, event merchandise, and brand programs where the economics of scale make bulk production the smarter choice.
Which Method Should You Choose?
The answer comes down to five variables: order volume, design complexity, fabric type, startup budget, and business model.
Choose DTG if:
- You're launching a print-on-demand or e-commerce store
- You want to offer a wide design catalog without holding inventory
- Your designs feature gradients, photography, or many colors
- You're printing fewer than 50 pieces per order consistently
- Your garments are 100% cotton or high-cotton blends
Choose screen printing if:
- You're fulfilling large, uniform orders of 50+ pieces
- Your designs are bold, simple, and use 6 or fewer colors
- You're printing on polyester, nylon, or performance fabrics
- You need exact Pantone color matching for brand clients
- You have pre-sold inventory or recurring bulk contracts

If DTG fits your model, owning your own machine means fulfilling single orders, testing designs without minimum commitments, and keeping production in-house as you grow.
Dr. DTG carries DTG printers and companion equipment including the Automatic Heat Press 16x20 (built for curing DTG prints), with financing available for startups. Their team can match you to the right machine based on your production volume and walk you through the numbers before you buy. Reach them at 714-770-0969, info@drdtg.com, or visit 588 Explorer St., Brea, CA 92821.
Frequently Asked Questions
What is better, DTF or screen printing?
DTF (direct-to-film) prints onto PET film, applies adhesive powder, then heat-transfers the design onto fabric — making it compatible with polyester and synthetics where DTG struggles. It works well for small-to-medium runs, while screen printing still wins for high-volume orders with bold, simple designs. DTG is the closer digital-printing comparison to DTF.
What lasts longer, screen printing or DTG?
Screen printing generally outlasts DTG due to thick plastisol ink layers that bond to the fabric surface. Modern DTG inks have improved considerably, but screen prints typically withstand more washes before visible fading appears — especially without proper care like cold washing and air drying.
Is DTG printing good for dark-colored shirts?
Yes, but it requires a white ink underbase and pretreatment process that adds time and cost. Results can be vibrant when pretreatment is applied correctly and curing is done properly — though screen printing still delivers bolder contrast on dark garments with less setup.
What is the minimum order for screen printing vs. DTG?
Screen printing typically requires 24–100 pieces minimum to offset per-screen setup costs and make the economics work. DTG has no minimum — you can print a single item, which makes it the obvious choice for custom one-offs and small-batch production.
Which method is better for detailed or photographic designs?
DTG is significantly better. It uses high-resolution CMYK digital printing with no color limits, making it capable of reproducing photorealistic images and smooth gradients. Screen printing struggles with fine detail and gradients because each color must pass through a physical stencil separately.
Can I start a custom apparel business with a DTG printer?
Yes. A DTG printer lets you launch with no minimum orders, no upfront inventory, and a wide design catalog right away — making it one of the most practical entry points for print-on-demand or custom apparel. A compatible heat press for curing rounds out the essential starting setup.